ထုတ်ကုန်အသေးစိတ်
ထုတ်ကုန်အမှတ်အသား
| ကုသိုလ်ကံ | အတုလုပ်ခြင်း။ | သွန်း |
| လုပ်ငန်းစဉ် | ဖောင်ဖောင်လုပ်ခြင်းဆိုသည်မှာ သတ္တုဗလာဖြစ်စေရန်အတွက် အတုပြုလုပ်သည့်စက်ကို အသုံးပြု၍ စက်ပိုင်းဆိုင်ရာ ဂုဏ်သတ္တိများ၊ ပုံသဏ္ဍာန်နှင့် အရွယ်အစားအချို့ကို ရရှိရန်အတွက် ပလပ်စတစ်ပုံသဏ္ဍာန်ကို ဖြစ်ပေါ်စေသည့် လုပ်ငန်းစဉ်တစ်ခုဖြစ်သည်။ အတုလုပ်ခြင်းဖြင့် ရောစပ်ခြင်း လုပ်ငန်းစဉ်တွင် သတ္တုအက်ကွဲချို့ယွင်းချက်များကို ဖယ်ရှားနိုင်သည်၊ အသေးစားဖွဲ့စည်းပုံအား ကောင်းမွန်အောင်၊ ပြီးပြည့်စုံသော သတ္တုစီးဆင်းမှုကို ထိန်းသိမ်းနိုင်သည်၊ ထို့ကြောင့် အတုလုပ်ခြင်း၏ စက်ပိုင်းဆိုင်ရာ ဂုဏ်သတ္တိများသည် တူညီသော materail ဖြင့် ပုံသွင်းခြင်းထက် ယေဘုယျအားဖြင့် ပိုကောင်းပါသည်။ စက်၏အရေးကြီးသောအစိတ်အပိုင်းအများစုသည် မြင့်မားသောဝန်လိုအပ်ပြီး လေးနက်သောလုပ်ငန်းခွင်အခြေအနေတွင် အတုလုပ်ထားသောအစိတ်အပိုင်းများကိုအသုံးပြုသည်။ | Casting သည် လိုအပ်သော အစိတ်အပိုင်းများရရှိရန် အအေးခံပြီး ခိုင်မာစေပြီးနောက် သတ္တုအရည်ကို သတ္တုအပေါက်ထဲသို့ ထည့်သည့်လုပ်ငန်းစဉ်ဖြစ်သည်။ |
| ပစ္စည်း | ပစ္စည်းကို အတုလုပ်ရာတွင် ကျယ်ကျယ်ပြန့်ပြန့် အသုံးပြုသော round steel ၊ square steel ၊ ကာဗွန်သံမဏိ၊ သတ္တုစပ်သံမဏိ၊ သံမဏိစတီးလ်အပြင် အာကာသနှင့် တိကျသောစက်မှုလုပ်ငန်းတွင် အဓိကအသုံးပြုသည့် သံမဏိမဟုတ်သောသတ္တုအချို့ရှိသည်။ | သွန်းလုပ်ခြင်းကို အများအားဖြင့် မီးခိုးရောင်သွန်းသံ၊ ပျော့ပြောင်းသောသွန်းသံ၊ ပျော့ပြောင်းနိုင်သော သွန်းသံနှင့် "သွန်းသံမဏိ။ အသုံးများသော သွန်းမဟုတ်သော သတ္တု-ကြေးဝါ၊ သံဖြူကြေး၊ Wuxi ကြေးဝါ၊ အလူမီနီယံသတ္တုစပ် စသည်တို့ဖြစ်သည်။ | တူညီသောအခြေအနေအောက်တွင်၊ ပုံသွင်းခြင်းတွင် ပုံသွင်းခြင်းတွင် သာလွန်ကောင်းမွန်သော်လည်း စက်ပိုင်းဆိုင်ရာဂုဏ်သတ္တိများတွင် စွမ်းဆောင်ရည်ပိုကောင်းပါသည်။ |
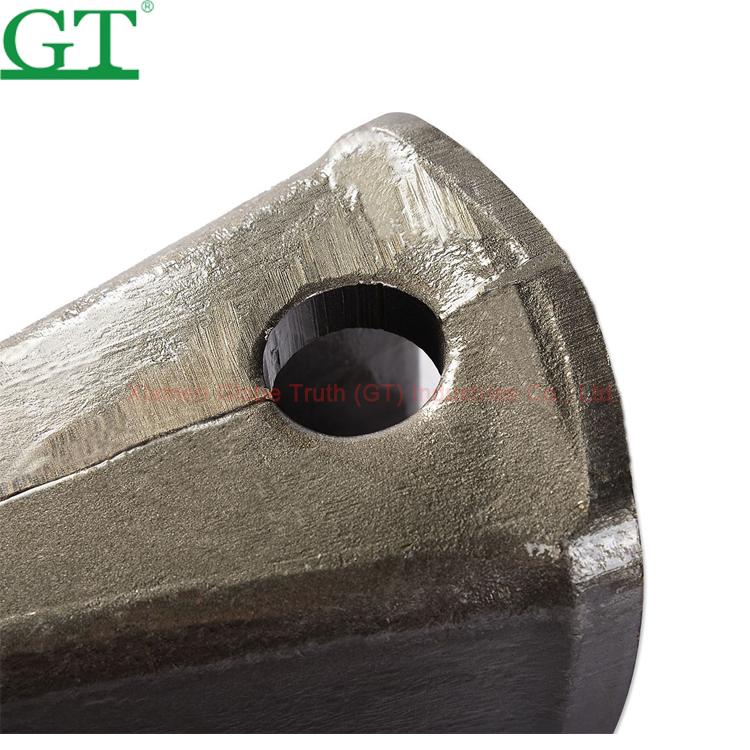
| ရုပ်ရည် | မြင့်မားသောအပူချိန်ဖြစ်စဉ်တွင် သံမဏိအတုလုပ်ခြင်း၏ ဓာတ်တိုးတုံ့ပြန်မှုသည် အတုပုံးသွားများ၏မျက်နှာပြင်ရှိ ကီလင်ဆန်အနည်းငယ်ကို ဖြစ်စေသည်။ ပုံသွင်းခြင်းဖြင့် အတုပြုလုပ်ခြင်းဖြစ်သောကြောင့် မှိုအတွင်းရှိ ထောက်ပံ့ကြေးအထိုင်ကို ဖယ်ရှားပြီးနောက်၊ ပုံးအတုများတွင် အပိုင်းလိုက်လိုင်းတစ်ခု ရှိနေမည်ဖြစ်သည်။ | သံပုံးအံသွားများ မျက်နှာပြင်တွင် သဲခြေရာကောက်နှင့် ပုံသွန်းလုပ်နည်းများ ရှိပါသည်။ |
| စက်မှုပစ္စည်း | ဖောင်လုပ်ခြင်း လုပ်ငန်းစဉ်သည် သတ္တုအမျှင်၏ အဆက်ပြတ်မှုကို အာမခံနိုင်ပြီး သတ္တုစီးဆင်းမှုကို အပြည့်အ၀ ထိန်းသိမ်းနိုင်ပြီး သတ္တုပုံးသွားများ၏ ကောင်းသောစက်ပိုင်းဆိုင်ရာ ဂုဏ်သတ္တိများနှင့် တာရှည်ခံနိုင်မှု သက်တမ်းကို အာမခံပါသည်။ | သွန်းလုပ်သည့်အစိတ်အပိုင်းများနှင့် နှိုင်းယှဉ်ပါက သတ္တု၏ဖွဲ့စည်းပုံနှင့် စက်ပိုင်းဆိုင်ရာ ဂုဏ်သတ္တိများကို အတုလုပ်ပြီးနောက် ပိုမိုကောင်းမွန်လာနိုင်သည်။ အပူပုံသဏ္ဍာန်ပြောင်းလဲခြင်းကို အတုလုပ်ပြီးနောက် သွန်းလုပ်သည့်အဖွဲ့အစည်း၊ မူလကြီးမားသောပုံဆောင်ခဲနှင့် ကော်လံမာကောက်နှံများကို ကောင်းမွန်သောအစေ့များအဖြစ်သို့ ပြောင်းလဲကာ တူညီသော isometric recystallization အဖွဲ့အစည်းသည် ingot အတွင်းတွင် မူလခွဲထွက်ခြင်း၊ အရိုးပွခြင်း၊ porosity slag နှင့် အခြားကျစ်လစ်သိပ်သည်းမှုရှိစေရန်အတွက် သတ္တုပလတ်စတစ်ဆာဂျရီနှင့် စက်ပိုင်းဆိုင်ရာဂုဏ်သတ္တိများကို ပိုမိုကောင်းမွန်စေပါသည်။
Forging သည် များသောအားဖြင့် ပလပ်စတစ်ပုံသဏ္ဍာန်ကို တူဖြင့် သို့မဟုတ် ဖိအားဖြင့် နှိပ်ခြင်းဖြင့် သတ္တုကို လိုအပ်သော ပုံသဏ္ဍာန်ရရှိရန်ဖြစ်သည်။ အတုလုပ်ခြင်းလုပ်ငန်းစဉ်သည် ကောင်းမွန်သော သေးငယ်သောဖွဲ့စည်းပုံအား ပေးစွမ်းနိုင်ပြီး သတ္တုရုပ်ပိုင်းဆိုင်ရာဂုဏ်သတ္တိများကို ပိုမိုကောင်းမွန်စေကာ လက်တွေ့အသုံးပြုရာတွင် သင့်လျော်သောဒီဇိုင်းသည် ပင်မစိတ်ဖိစီးမှု၏ ဦးတည်ရာသို့ စပါးစီးဆင်းမှုကို အာမခံနိုင်သည်။ သွန်းလုပ်ခြင်းဆိုသည်မှာ အရာဝတ္တုများကို သွန်းလုပ်နည်းအမျိုးမျိုးဖြင့် သတ္တုပုံစံရရှိရန်ဖြစ်ပြီး၊ ဆိုလိုသည်မှာ အချို့သောပုံသဏ္ဍာန်၊ အရွယ်အစားနှင့် ဂုဏ်သတ္တိများရရှိရန် ပြင်ဆင်ထားသောမှိုထဲသို့ သတ္တုရည်ထည့်ခြင်း၊ ရောစပ်ခြင်း၊ ဆေးထိုးခြင်း သို့မဟုတ် အခြားသွန်းလုပ်ခြင်းနည်းလမ်းဖြင့် အအေးခံခြင်း၊ သန့်ရှင်းရေးနှင့် နောက်ဆုံးကုသခြင်းတို့ဖြင့် လှုပ်ယမ်းခြင်းဖြစ်ပါသည်။ |
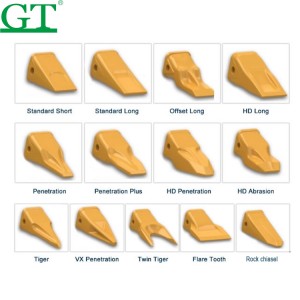
| Bucket Tooth အတုလုပ်ခြင်း။ |
| အပိုင်း NUMBER | မော်ဒယ် | U´WT(KG) | စုစုပေါင်း LENGTH | အချင်း |
| ၂၀၅-၇၀-၁၉၅၇၀ | PC200RC | ၅.၈ | ၂၆၅ | ∅၂၉ |
| ၂၀၅-၇၀-၁၉၅၇၀ | PC200RCQ | ၄.၇ | | ∅၂၉ |
| ၂၀၇-၇၀-၁၄၁၅၁ | PC300RC | 10 | ၃၁၀ | ∅30 |
| ၂၀၇-၇၀-၁၄၁၅၁ | PC300RC(Q) | ၈.၅ | ၃၀၅ | ∅30 |
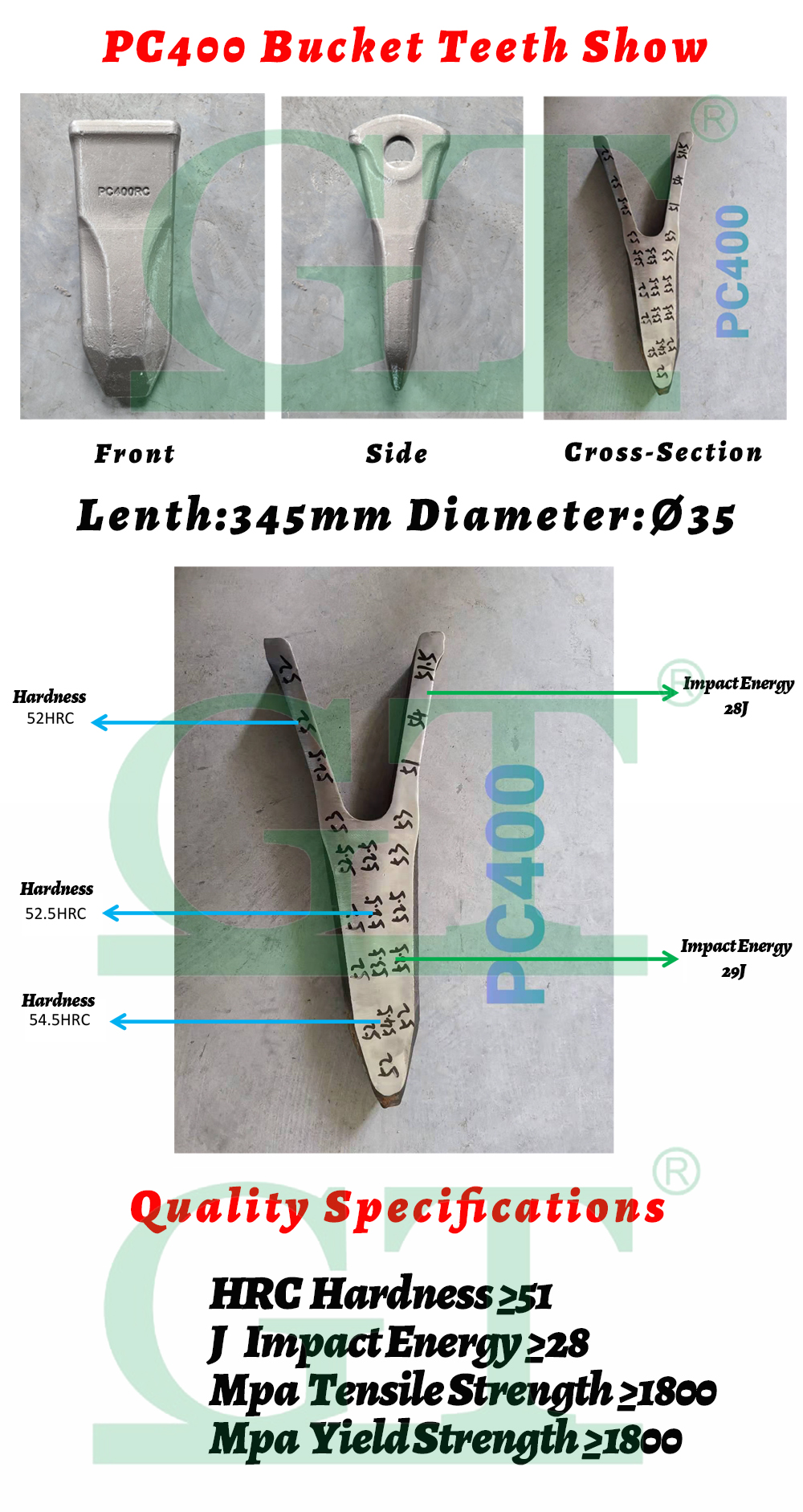
| ၂၀၈-၇၀-၁၄၁၅၂ | PC400RC | ၁၄.၂ | ၃၄၅ | ∅၃၅ |
| ၂၇၁၃-၁၂၁၇ | DH220RC | ၅.၇ | ၂၅၇ | ∅၂၃ |
| ၂၇၁၃-၁၂၁၉ | DH300RC | ၇.၈ | ၂၈၈ | ∅25 |
| ၂၇၁၃-၀၀၃၂ | DH360RC | 11 | ၃၁၄ | ∅၂၇ |
| ၂၇၁၃-၁၂၃၆ | DH420RC/DH500 | ၁၆.၃ | ၃၅၀ | ∅29.5 |
| 1U3352 | E320RC | ၇.၃ | ၂၇၅ | ∅၂၆ |
| 1U3352 | E320RC | ၈.၅ | ၂၈၅ | ∅၂၆ |
| 7T3402RC | E325RC/SK330 | ၁၀.၆ | ၃၁၀ | ∅၂၇ |
| 9W8452 | E330RC | ၁၃.၇ | ၃၃၆ | ∅30.4 |
| 9W8552RC | E345RC | ၂၄.၂ | ၃၉၀ | ∅၃၅ |
| 14530544RC | EC210RC | ၇.၇ | ၂၈၈ | ∅၂၈ |
| 14536800RC | VOL360RC/EC460 | ၁၅.၅ | ၃၄၁ | ∅34.5 |
| EC480RC | ၂၀.၃ | ၃၇၂ | ∅၃၈ |
| 205-70-19570TL | PC200TL | ၅.၅ | | ∅၂၉ |
| 14536800TL | VOL360TL | 12 | ၄၃၀ | ∅34.5 |
| 208-70-14152TL | PC400TL | ၁၂.၅ | ၄၁၀ | ∅၃၅ |
ယခင်- GT Track Adjuster Assembly (Tension Devices) ၏ အားသာချက်များ နောက်တစ်ခု: Drilling Rig Machine အတွက် အောက်ခံကားကို ခြေရာခံပါ။